简体中文
简体中文 English
English русский
русский Español
Español Français
Français عربى
عربى Português
Português 日本語
日本語 italiano
italiano Nederlands
Nederlands Polskie
Polskie
Conteúdo
- 1 Compreendendo os acoplamentos PPR e seu papel essencial
- 2 Tipos e variações de acoplamentos PPR
- 3 Técnicas de instalação adequadas para acoplamentos PPR
- 4 Especificações Técnicas e Padrões de Desempenho
- 5 Erros comuns de instalação e prevenção
- 6 Critérios de seleção para diferentes aplicações
- 7 Avaliação de Qualidade e Verificação de Produto
- 8 Considerações de custos e análise econômica
- 9 Soluções de solução de problemas e reparo
Compreendendo os acoplamentos PPR e seu papel essencial
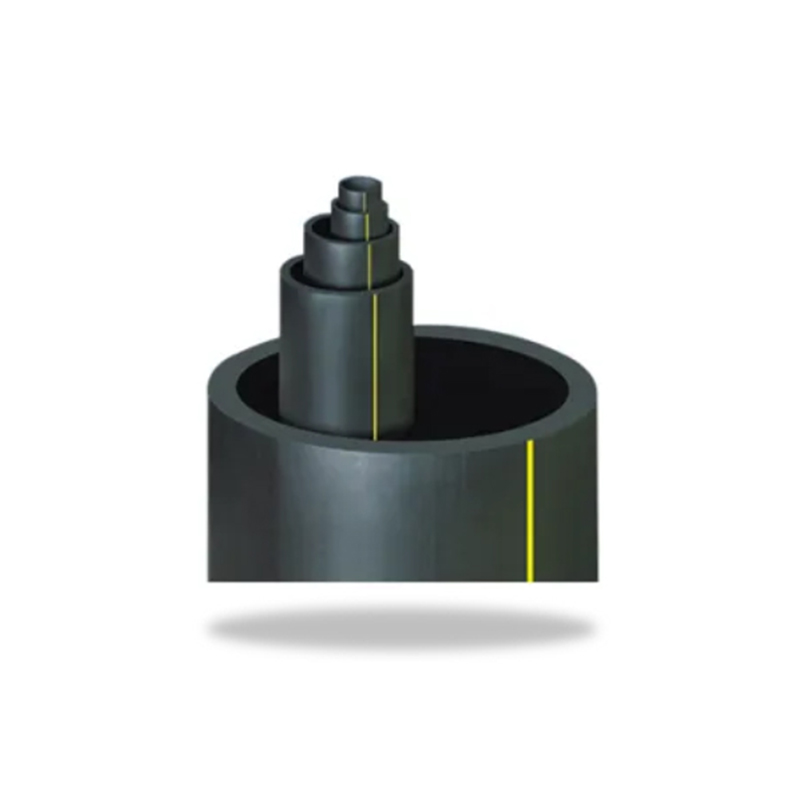
Um Acoplamento PPR é um acessório especializado usado para unir duas seções de tubo de copolímero aleatório de polipropileno (PPR) em linha reta por meio de soldagem por fusão a quente. Este componente fundamental serve como o principal método de conexão para estender trechos de tubulação e criar juntas à prova de vazamentos em sistemas de distribuição de água quente e fria. Os acoplamentos PPR são fabricados com o mesmo material de copolímero aleatório que os próprios tubos, garantindo compatibilidade térmica e características de expansão uniformes em todo o sistema.
O projeto do acoplamento apresenta um soquete em cada extremidade com dimensões internas usinadas com precisão que acomodam o diâmetro externo do tubo. Durante a instalação, ambas as extremidades do tubo e os soquetes de acoplamento são aquecidos simultaneamente até 260±10°C, depois unidos sob pressão para criar uma ligação molecular mais forte que o próprio material do tubo. Este processo de soldagem por fusão elimina a necessidade de adesivos, selantes ou fixadores mecânicos, resultando em uma conexão permanentemente selada que mantém classificações de pressão completas do sistema.
Os acoplamentos PPR estão disponíveis em tamanhos que variam de 20 mm a 110 mm de diâmetro, correspondendo às dimensões padrão do tubo. Eles mantêm a mesma classificação de pressão (PN10, PN16, PN20 ou PN25) dos tubos que conectam, garantindo desempenho consistente em todo o sistema. O componente representa aproximadamente 15-25% dos requisitos totais de montagem em instalações hidráulicas típicas, tornando-o o tipo de conexão PPR usado com mais frequência.
Tipos e variações de acoplamentos PPR
Diferentes configurações de acoplamento atendem a requisitos de instalação e projetos de sistema específicos:
Acoplamentos de soquete padrão
O tipo mais comum apresenta dois soquetes idênticos para unir tubos do mesmo diâmetro. Esses acoplamentos têm um comprimento compacto de aproximadamente 1,5-2 vezes o diâmetro do tubo , minimizando o espaço necessário para conexões. Os acoplamentos padrão são adequados para instalações expostas e ocultas, onde são necessárias extensões de tubos em linha reta, sem alterações direcionais.
Reduzindo Acoplamentos
Esses acessórios especializados conectam tubos de diâmetros diferentes, apresentando soquetes de dois tamanhos diferentes. A redução dos acoplamentos elimina a necessidade de acessórios redutores separados e juntas adicionais, simplificando as instalações onde ocorrem transições de tamanho de tubo. As combinações de tamanhos comuns incluem 32 mm a 25 mm, 25 mm a 20 mm e 40 mm a 32 mm. Usando acoplamentos redutores em vez de acessórios múltiplos reduz o tempo de instalação em aproximadamente 30% e diminui possíveis pontos de vazamento.
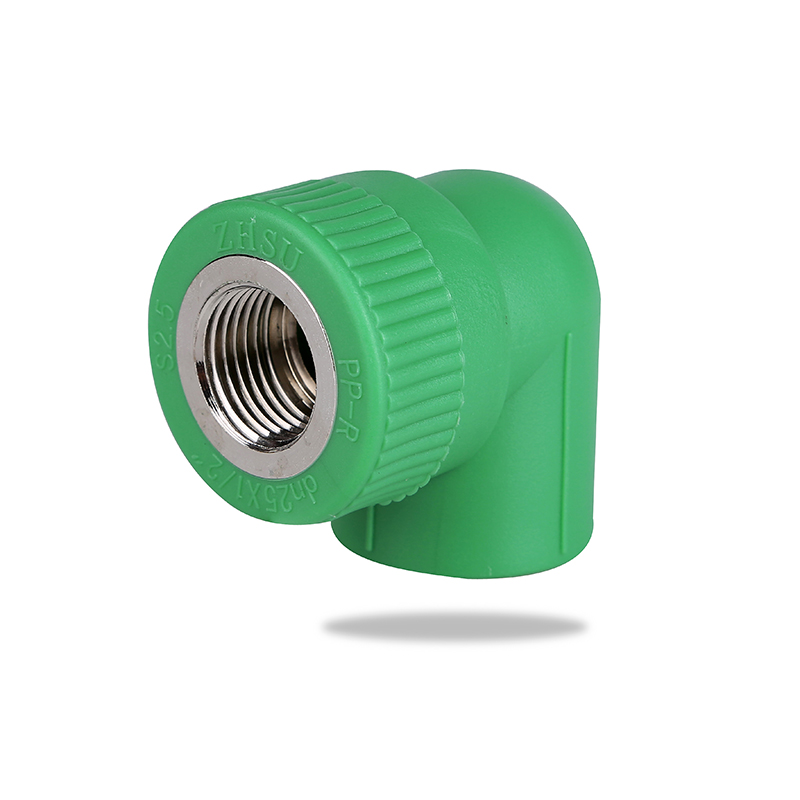
Acoplamentos roscados
Os acoplamentos PPR com roscas metálicas integradas fornecem conexões de transição para equipamentos, válvulas ou acessórios com conexões roscadas. Uma extremidade possui um soquete PPR padrão para fusão a quente, enquanto a outra contém rosca de latão ou aço inoxidável (normalmente 1/2", 3/4" ou 1" NPT ou BSP). A inserção de metal é moldada no corpo do PPR durante a fabricação, criando uma ligação mecânica permanente. Esses acessórios de transição são essenciais onde os sistemas PPR fazem interface com componentes de encanamento convencionais, com inserções de latão classificadas para pressões de até 2,5 MPa a 20°C .
Reparar acoplamentos
Os acoplamentos de comprimento estendido projetados para trabalhos de reparo apresentam soquetes mais profundos ou mecanismos deslizantes que permitem a conexão a tubos existentes sem a necessidade de rotação do tubo. Esses acessórios especializados são inestimáveis na substituição de seções danificadas em espaços apertados ou quando os tubos não podem ser girados devido a restrições de espaço. Os acoplamentos de reparo normalmente medem 2,5-3 vezes o comprimento de acoplamento padrão para acomodar a profundidade adicional do soquete necessária para esta aplicação.
| Tipo de acoplamento | Aplicação Primária | Recurso principal | Contexto de instalação |
|---|---|---|---|
| Soquete padrão | Conexões do mesmo diâmetro | Design compacto | Extensões gerais de tubos |
| Reduzindo | Transições de diâmetro | Dois tamanhos de soquete diferentes | Reduções de ramais |
| Rosqueado | Conexões de equipamentos | Inserção de rosca metálica | Interfaces de válvulas e acessórios |
| Reparar | Substituição de seção danificada | Profundidade de soquete estendida | Reparos em espaços confinados |
Técnicas de instalação adequadas para acoplamentos PPR
Os procedimentos de instalação corretos são essenciais para obter conexões confiáveis e sem vazamentos que mantenham o desempenho total do sistema:
Preparação Pré-Instalação
Antes de iniciar a soldagem por fusão, verifique se os tubos e acoplamentos correspondem em diâmetro e classificação de pressão. Corte tubos em esquadro usando cortadores de tubos PPR dedicados para garantir extremidades perpendiculares sem deformação. Marque a profundidade de inserção nas extremidades do tubo usando o acoplamento como guia – as profundidades de inserção típicas variam de 14 mm para tubos de 20 mm a 40 mm para tubos de 110 mm . Limpe e seque completamente as extremidades do tubo e os soquetes de acoplamento, removendo qualquer sujeira, umidade ou óleo que possa comprometer a qualidade da fusão.

Processo de soldagem por fusão
Aqueça a ferramenta de soldagem por fusão até a temperatura especificada de 260°C e permita um tempo de aquecimento adequado, normalmente 10-15 minutos para estabilidade de temperatura confiável . Insira simultaneamente a extremidade do tubo no mandril de aquecimento e o soquete de acoplamento na matriz de aquecimento. Aplique pressão moderada durante o aquecimento sem forçar – pressão excessiva pode deformar a parede do tubo. A duração do aquecimento deve corresponder precisamente às especificações do diâmetro do tubo:
- Diâmetro de 20 mm: 5 segundos de aquecimento, 4 segundos de junção, 2 minutos de resfriamento
- Diâmetro de 25 mm: 7 segundos de aquecimento, 4 segundos de junção, 2 minutos de resfriamento
- 32 mm de diâmetro: 8 segundos de aquecimento, 6 segundos de junção, 4 minutos de resfriamento
- Diâmetro de 40 mm: 12 segundos de aquecimento, 6 segundos de junção, 4 minutos de resfriamento
- 50 mm de diâmetro: 18 segundos de aquecimento, 6 segundos de junção, 4 minutos de resfriamento
Juntando e Resfriando
Umfter heating, remove both components from the tool and immediately insert the pipe into the coupling socket in one smooth motion until reaching the marked insertion depth. Hold the joint firmly in position without twisting or adjusting—any movement during the initial cooling phase will compromise joint integrity. A small bead of melted material should form around the joint perimeter, indicating proper fusion. Maintain the joint in a fixed position throughout the entire cooling period before allowing any stress or movement. Joints subjected to stress before adequate cooling show taxas de falha até 40% maiores do que conexões adequadamente resfriadas.
Verificação de Qualidade
Inspecione as juntas concluídas para ver se há esferas de fusão uniformes em toda a circunferência, indicando aquecimento e inserção consistentes. O tubo deve ser inserido na profundidade marcada sem folgas no ressalto do acoplamento. Verifique o alinhamento – os tubos devem continuar em linha reta através do acoplamento, sem ângulos ou deslocamentos visíveis. As juntas executadas corretamente não apresentam branqueamento por tensão, deformação ou áreas de fusão incompletas. Instaladores profissionais mantêm taxas de defeito abaixo de 1% ao seguir os procedimentos adequados .
Especificações Técnicas e Padrões de Desempenho
Os acoplamentos PPR devem atender a requisitos técnicos rigorosos para garantir a confiabilidade e segurança do sistema:
Requisitos de precisão dimensional
Os diâmetros internos do soquete devem manter tolerâncias precisas para garantir uma fusão adequada sem folgas ou deslocamento excessivo de material. Os padrões de fabricação especificam tolerâncias de ±0,2 mm para tubos de até 63 mm de diâmetro e ±0,3 mm para tamanhos maiores . A espessura da parede no corpo do acoplamento deve ser igual ou superior à espessura da parede do tubo para evitar pontos fracos no sistema. A profundidade do soquete deve fornecer uma área de fusão adequada, mantendo ao mesmo tempo um comprimento de acoplamento razoável para uma instalação prática.
Desempenho de pressão e temperatura
Os acoplamentos PPR possuem a mesma classificação de pressão dos tubos que conectam. Um acoplamento PN20 usado com tubo PN20 mantém Pressão de trabalho de 2,0 MPa a 20°C e 1,0 MPa a 70°C . O material de acoplamento deve apresentar características de dilatação térmica idênticas às do tubo, com coeficiente de 0,15 mm/m·K, garantindo que as tensões térmicas não se concentrem nas juntas. As juntas de acoplamento instaladas corretamente suportam testes de pressão de 1,5 vezes a pressão nominal de trabalho sem vazamento ou deformação.
Padrões de qualidade de materiais
Os acoplamentos de qualidade usam material de copolímero aleatório Tipo 3 (PPR) que atende às especificações ISO 15874. O material deve apresentar resistência à tração mínima de 25 MPa e manter flexibilidade em baixas temperaturas sem ruptura frágil. A produção de material virgem garante propriedades consistentes, enquanto o conteúdo reciclado pode introduzir variações que comprometem o desempenho. Fabricantes respeitáveis marcam cada acoplamento com tamanho, classificação de pressão, data de produção e informações de conformidade padrão. A ausência de marcações claras sugere produtos abaixo do padrão com taxas de falha 3-5 vezes maiores do que componentes certificados.
Verificação de resistência química
Os acoplamentos PPR devem resistir à degradação causada por água clorada, variações de pH e ciclos de temperatura. Os protocolos de teste expõem os acoplamentos a condições de envelhecimento acelerado, incluindo exposição contínua à água a 95°C durante 1.000 horas, seguida de testes de pressão para verificar a retenção das propriedades mecânicas. Componentes de qualidade mostram menos de 10% de redução de força após envelhecimento acelerado equivalente a 50 anos de serviço.
Erros comuns de instalação e prevenção
Compreender os erros frequentes de instalação ajuda a evitar falhas do sistema e reparos dispendiosos:
Aquecimento insuficiente ou excessivo
O tempo de aquecimento inadequado impede a fusão molecular adequada, criando juntas fracas que podem vazar imediatamente ou desenvolver vazamentos lentos ao longo do tempo. Por outro lado, o aquecimento excessivo degrada a estrutura do polímero, reduzindo a resistência e criando esferas de fusão superdimensionadas que obstruem parcialmente o fluxo. Estudos de campo indicam que desvios de tempo superiores a ±2 segundos das especificações aumentam o risco de falha em 60% . Use temporizadores ou siga horários de aquecimento padronizados para manter a consistência em todas as juntas.
Superfícies de fusão contaminadas
Sujeira, umidade, óleo ou oxidação nas extremidades dos tubos ou nos encaixes de acoplamento interferem na ligação molecular. Mesmo pequenas quantidades de contaminação criam zonas fracas que concentram o estresse. Remova a camada externa das extremidades do tubo usando uma ferramenta de barbear e limpe os soquetes do acoplamento com álcool isopropílico antes da fusão. O uso de luvas evita que a oleosidade da pele contamine as superfícies. Falhas relacionadas à contaminação normalmente se manifestam como vazamentos pinhole aparecendo 6 a 18 meses após a instalação quando o ciclo térmico tensiona a ligação comprometida.
Profundidade de inserção incompleta
A não inserção completa dos tubos no ressalto do encaixe reduz a área de fusão e cria pontos de concentração de tensão. Marque claramente a profundidade de inserção correta nas extremidades do tubo antes do aquecimento e verifique a inserção completa imediatamente após a união, enquanto o material permanece visível. A inserção incompleta reduz a resistência da junta em até 50% e aumenta significativamente a probabilidade de falha sob picos de pressão ou eventos de golpe de aríete.
Movimento durante o resfriamento
Girar, flexionar ou tensionar as juntas antes do resfriamento adequado impede a cristalização adequada da zona de fusão. Mesmo pequenos movimentos comprometem a integridade do vínculo. Apoie os tubos adequadamente durante os períodos de resfriamento e planeje as sequências de instalação para evitar trabalhar perto de juntas recentemente concluídas. Os tempos de resfriamento dependentes da temperatura devem ser estendidos em ambientes frios – instalações abaixo de 5°C de temperatura ambiente exigem Períodos de resfriamento 50% mais longos para alcançar força equivalente.
Componentes incompatíveis
A combinação de acoplamentos e tubos de diferentes classificações de pressão cria pontos fracos no sistema. Um acoplamento PN16 em um sistema PN20 não consegue lidar com segurança com a pressão total do sistema. Da mesma forma, o uso de acoplamentos superdimensionados ou subdimensionados impede a fusão adequada ou cria tensão excessiva. Verifique a compatibilidade dos componentes antes da instalação, garantindo que todos os elementos compartilhem a mesma classificação de pressão e diâmetro nominal.
Critérios de seleção para diferentes aplicações
A escolha de acoplamentos PPR apropriados depende dos requisitos específicos do sistema e das condições de instalação:
Sistemas Residenciais de Água Quente e Fria
Instalações residenciais padrão normalmente usam acoplamentos PN20 para distribuição de água quente e fria. Estes proporcionam uma margem de segurança adequada para pressões de água municipais típicas de 0,3-0,6 MPa, ao mesmo tempo que acomodam picos de pressão ocasionais. Sistemas de água quente operando a 60-70°C se beneficiam do PN20 Classificação de pressão de 1,0 MPa a 70°C , garantindo confiabilidade a longo prazo. Somente para linhas de água fria, os acoplamentos PN16 oferecem economia de custos sem sacrificar a segurança.
Aplicações de aquecimento de piso radiante
Os sistemas de piso radiante requerem menos acoplamentos devido aos tubos contínuos, mas as conexões nos coletores e nas interfaces dos equipamentos permanecem críticas. Selecione acoplamentos com propriedades de barreira ao oxigênio que correspondam à especificação do tubo para evitar corrosão do sistema. As temperaturas operacionais de 40-55°C permitem o uso de acoplamentos PN16 na maioria dos casos, embora o PN20 forneça margem de segurança adicional. Os acoplamentos roscados facilitam as conexões com coletores e equipamentos de caldeiras.
Sistemas Comerciais e de Alta Pressão
Prédios de vários andares ou sistemas com bombas auxiliares podem sofrer pressões superiores a 1,0 MPa, exigindo acoplamentos PN25 classificados para 2,5 MPa a 20°C . As aplicações industriais com circulação de água quente a 80-90°C também beneficiam da capacidade de redução de temperatura mais elevada do PN25. A maior espessura da parede dos componentes PN25 acrescenta um custo mínimo e, ao mesmo tempo, proporciona uma margem de segurança de pressão substancial.
Instalações externas e expostas
Os acoplamentos em locais externos exigem formulações resistentes aos raios UV para evitar a degradação pela exposição à luz solar. O PPR padrão para ambientes internos amarela e torna-se quebradiço após exposição prolongada aos raios UV, com perda de resistência tornando-se significativa após 6 a 12 meses de luz solar direta . Os acoplamentos estabilizados contra UV incorporam negro de fumo ou inibidores de UV, mantendo as propriedades por 10 anos em condições externas. Para instalações subterrâneas, os acoplamentos padrão funcionam adequadamente, pois o solo fornece proteção UV.
| Umpplication Type | Classificação recomendada | Condições Operacionais | Considerações Especiais |
|---|---|---|---|
| Água fria residencial | PN16 | 20°C, 0,3-0,6 MPa | Escolha econômica |
| Água quente residencial | PN20 | 60-70°C, 0,4-0,8 MPa | Recomendação padrão |
| Aquecimento de piso | PN16-PN20 | 40-55°C, 0,3-0,5MPa | Barreira de oxigênio necessária |
| Alta pressão comercial | PN25 | Temperatura variável, >1,0 MPa | Margem máxima de segurança |
| Exposto ao ar livre | PN16-PN20 | Variável, exposição UV | Fórmula estabilizada contra UV |
Avaliação de Qualidade e Verificação de Produto
Distinguir acoplamentos PPR de qualidade de produtos inferiores protege a integridade do sistema e evita falhas prematuras:
Critérios de Inspeção Visual
Examine as superfícies de acoplamento quanto à suavidade e uniformidade. Os acoplamentos de qualidade exibem cores consistentes sem listras, manchas ou descoloração. O interior dos soquetes deve estar limpo e liso, sem áreas ásperas ou contaminantes visíveis. A espessura da parede deve ser uniforme em toda a circunferência – variações excedendo 0,3 mm indicam mau controle de fabricação . Verifique se há marcações completas e legíveis, incluindo identificação do fabricante, tamanho, classificação de pressão e data de produção.
Métodos de verificação de materiais
O material PPR genuíno apresenta características físicas específicas. O material deve parecer denso e substancial, em vez de oco ou leve. A flexão de um acoplamento deve apresentar resiliência sem fissuras ou deformação permanente. O PPR de qualidade retorna à sua forma original após a dobra, enquanto materiais inferiores podem apresentar branqueamento por tensão ou permanecer deformados. O teste de dureza superficial usando um durômetro deve produzir leituras de 60-70 Shore D para PPR autêntico , enquanto materiais mais macios sugerem conteúdo reciclado ou polímeros de qualidade inferior.
Certificação e conformidade com padrões
Fabricantes respeitáveis fornecem documentação de testes e certificações de terceiros. Procure a conformidade com a ISO 15874, EN 15874 ou normas nacionais equivalentes. Certificações de órgãos reconhecidos como NSF, DVGW ou WRAS indicam que os produtos foram submetidos a testes rigorosos de segurança e desempenho. Solicite relatórios de teste mostrando resultados de resistência à pressão, ciclagem térmica e resistência química. Produtos sem certificação ou documentação adequada devem ser evitados, independentemente das vantagens de preço, pois acessórios não certificados mostram taxas de falha 400-500% maiores do que componentes certificados.
Avaliação de embalagem e armazenamento
Os fabricantes de qualidade embalam os acoplamentos em sacos ou caixas seladas que protegem contra contaminação e exposição aos raios UV durante o armazenamento. Embalagens individuais ou embalagens a granel organizadas indicam atenção ao controle de qualidade. Acessórios soltos e não embalados podem ter acumulado sujeira ou danos durante o manuseio. Verifique as condições de armazenamento – os acoplamentos PPR armazenados sob luz solar direta ou em temperaturas extremas podem ter se degradado antes da instalação. Os produtos armazenados adequadamente em armazéns climatizados mantêm especificações completas indefinidamente.
Considerações de custos e análise econômica
Compreender os custos de acoplamento do PPR ajuda a otimizar os orçamentos dos projetos, mantendo os padrões de qualidade:
Estrutura de preços de materiais
Os acoplamentos de soquete padrão representam despesas relativamente pequenas no custo geral do sistema. Os preços típicos variam de US$ 0,50 a US$ 1,50 para acoplamentos de 20 mm a US$ 3,00 a US$ 8,00 para tamanhos de 50 mm , variando de acordo com a classificação de pressão e o fabricante. Os acoplamentos reduzidos custam aproximadamente 30-50% mais do que os acoplamentos padrão devido ao aumento da complexidade do material e da fabricação. Os acoplamentos roscados com inserções de latão alcançam preços premium de 3 a 5 vezes os custos de acoplamento padrão devido ao componente metálico e aos requisitos de montagem.
Economia do Trabalho de Instalação
Embora os custos do material de acoplamento sejam modestos, a mão-de-obra de instalação representa o maior componente de despesa. Instaladores experientes completam juntas de acoplamento a taxas de 15-25 juntas por hora, dependendo do tamanho do tubo e da acessibilidade . Esta eficiência se traduz em custos trabalhistas de aproximadamente US$ 2 a US$ 5 por junta para trabalhos residenciais. Minimizar o número de juntas através de um projeto cuidadoso do sistema reduz os custos de material e mão de obra. Usar acoplamentos redutores em vez de redutores separados e juntas adicionais economiza aproximadamente US$ 8 a US$ 12 por ponto de transição quando a mão de obra é incluída.
Comparação de custos do ciclo de vida
Acoplamentos PPR de qualidade instalados corretamente não requerem manutenção e proporcionam 50 anos de vida útil. Essa longevidade elimina custos de reposição que afetam juntas mecânicas, acessórios de compressão ou conexões soldadas. A natureza permanente da soldagem por fusão evita vazamentos que causam danos causados pela água – a consequência mais cara de falhas no encanamento. As estatísticas do setor de seguros indicam que sistemas PPR instalados corretamente mostram taxas de vazamento 85% mais baixas do que os sistemas metálicos roscados ao longo de períodos de 20 anos, traduzindo-se em poupanças substanciais em custos de reparação e prevenção de danos causados pela água.

Compensações entre qualidade e preço
Os acoplamentos premium de fabricantes estabelecidos custam de 20 a 40% mais do que as marcas econômicas, mas oferecem confiabilidade significativamente melhor. A diferença de custo incremental equivale a apenas US$ 50 a US$ 150 para um sistema residencial completo, mas a diferença de desempenho pode ser substancial. Os acoplamentos de baixo custo frequentemente utilizam materiais reciclados, controle de qualidade inadequado ou dimensões abaixo do padrão que comprometem a integridade da junta. Instaladores profissionais relatam que retornos de garantia para produtos premium ficam abaixo de 0,1% em comparação com 2-5% para marcas económicas, demonstrando que um investimento adicional modesto proporciona melhorias substanciais na fiabilidade.
Soluções de solução de problemas e reparo
Umddressing coupling-related issues requires understanding common failure modes and appropriate remediation techniques:
Identificando juntas com falha
As falhas nas juntas de acoplamento normalmente se manifestam como gotejamentos lentos ou choro, em vez de rupturas catastróficas. As juntas suspeitas apresentam acúmulo de umidade, manchas de água ou depósitos minerais no local do acoplamento. Durante o teste de pressão, as juntas com falha apresentam quedas de pressão ou infiltração visível de água. A fusão incompleta geralmente aparece como lacunas entre a extremidade do tubo e o ressalto do acoplamento, ou cordões de fusão assimétricos ao redor do perímetro da junta. As áreas esbranquiçadas perto das juntas indicam sobrecarga ou movimento durante o resfriamento.
Procedimentos de reparo
As juntas de acoplamento com falha não podem ser reparadas no local – é necessária a remoção e substituição completas. Corte o acoplamento defeituoso e uma pequena seção de tubo de cada lado, garantindo que os cortes sejam pelo menos 100mm de distância das antigas zonas de fusão para evitar materiais afetados pelo calor. Use um acoplamento de reparo ou dois acoplamentos padrão com uma seção intermediária de tubo para reconectar o sistema. Se o espaço for limitado e a rotação do tubo for impossível, os acoplamentos de reparo com soquetes estendidos ou designs deslizantes permitem a conexão a tubos fixos. Garanta um tempo de resfriamento adequado antes de pressurizar as seções reparadas.
Protocolos de Inspeção Preventiva
Para instalações críticas ou antes de ocultar tubos em paredes ou pisos, realize inspeções visuais completas de todas as juntas de acoplamento. Verifique os grânulos de fusão consistentes, a profundidade de inserção adequada e o alinhamento. Teste a pressão de todo o sistema a 1,5 vezes a pressão de trabalho por no mínimo 1 hora, monitorando qualquer queda de pressão. O monitoramento de longo prazo deve incluir a inspeção periódica das juntas acessíveis, especialmente em áreas sujeitas a vibrações, ciclos térmicos ou tensões mecânicas. A detecção precoce de juntas com vazamento permite o reparo antes que ocorram danos significativos causados pela água.